

Plastiko liejimo mašina efektyviai paverčia neapdorotą plastiką tiksliomis, sudėtingomis formomis. Šis procesas suteikia puikių privalumų:
- Sudėtingų detalių gamyba su dideliu matmenų tikslumu.
- Užtikrinti nuoseklią kokybę ir pakartojamumą.
- Gamybos sąnaudų mažinimas didelio masto gamyboje.
Pažangūs dizainai, tokie kaip sraigtinio tipo liejimo mašina irSraigtinio tipo liejimo mašina, pagerinti medžiagų srautą ir optimizuoti našumą. Be to,Dvigubo statinės liejimo mašinairSraigtinis liejimo aparatasdar labiau pagerinti gamybos proceso efektyvumą ir našumą.
Įpurškimo įrenginys sraigtinio tipo liejimo mašinoje
Sraigtinio liejimo mašinos įpurškimo įrenginys atlieka pagrindinį vaidmenį paverčiant neapdorotas plastiko granules išlydyta būsena ir įpurškiant jas į formą. Šį įrenginį sudaro trys pagrindiniai komponentai: bunkeris, cilindras ir sraigtinis mechanizmas. Kiekviena dalis prisideda prie liejimo proceso efektyvumo ir tikslumo.
Bunkeris
Bunkeris yra žaliavų įvedimo taškas. Jis laiko plastiko granules ir paduoda jas į cilindrą tolesniam apdorojimui. Šiuolaikiniai bunkeriai dažnai turi tokias funkcijas kaip medžiagų džiovinimo sistemos, skirtos pašalinti drėgmę iš granulių ir užtikrinti optimalią lydalo kokybę. Palaikydamas nuolatinį medžiagos tiekimą, bunkeris užtikrina nepertraukiamus gamybos ciklus sraigtinio liejimo mašinoje.
Statinė
Statinė yra cilindrinė kamera, kurioje yra sraigtinis mechanizmas. Ji kaitina plastikines granules iki jų lydymosi temperatūros, naudodama kelias kaitinimo zonas. Šios zonos, paprastai suskirstytos į padavimo, galinę, vidurinę ir priekinę, leidžia tiksliai kontroliuoti temperatūrą, o tai yra labai svarbu norint pasiekti vienodą lydalo kokybę. Teisingas temperatūros pasiskirstymas statinėje apsaugo nuo tokių problemų kaip deformacija, matmenų netikslumai ir medžiagos irimas. Ši kruopšti kontrolė užtikrina, kad sraigtinio tipo liejimo mašina nuolat tiekia aukštos kokybės produkciją.
- Tinkama statinės zonos temperatūra yra būtina efektyviam veikimui.
- Neteisingi nustatymai gali sukelti galutinio produkto defektus.
- Pažangūs dizainai pagerina energijos vartojimo efektyvumą ir sumažina eksploatavimo išlaidas.
Sraigtinis mechanizmas
Sraigtinis mechanizmas yra įpurškimo įrenginio širdis. Jis sukasi cilindre, maišydamas ir lydydamas plastiko granules, tuo pačiu stumdamas išlydytą medžiagą į priekį. Sraigto konstrukcija daro didelę įtaką lydymo ir įpurškimo procesui. Pavyzdžiui, stacionarusvaržtų konstrukcijosPagerina plastifikaciją užtikrindamas pastovų šlyties poveikį ir šūvio tūrį. Be to, tokios funkcijos kaip sklendės tipo vožtuvai užtikrina tikslų valdymą, iš karto išsijungdami, kai sraigtas sustoja.
Visiškai elektrinėse sraigtinio tipo liejimo mašinose sraigtinis mechanizmas suteikia neprilygstamą greičio, slėgio ir padėties valdymą. Šis tikslumas sumažina ciklų skirtumus, užtikrindamas pastovų užpildymo greitį ir šūvių dydį. Šie patobulinimai ne tik pagerina lydalo kokybę, bet ir padidina bendrą liejimo proceso efektyvumą.
- Automatizavimo ir robotikos integravimas dar labiau padidina gamybos apimtis.
- Energiją taupantys sraigtiniai sprendimai padeda sutaupyti lėšų.
- Tvarus medžiagų naudojimas atitinka šiuolaikinius gamybos metodus.
Sraigtinio liejimo mašinos įpurškimo blokas yra pažangios inžinerijos ir tikslaus valdymo sinergijos pavyzdys. Jo komponentai sklandžiai veikia kartu, kad būtų užtikrinta aukštos kokybės, efektyvi ir patikima gamyba.
Tvirtinimo ir liejimo įrenginiai

Tvirtinimo ir liejimo mazgai yra svarbiausi plastiko liejimo mašinos komponentai. Jie užtikrina, kad liejimo forma įpurškimo proceso metu būtų saugiai uždaryta, ir palengvina tikslių, aukštos kokybės detalių formavimą. Šiuos mazgus sudaro liejimo forma, plokštelės ir variklio pavara, kurių kiekvienas atlieka skirtingą vaidmenį liejimo procese.
Pelėsis
Forma tarnauja kaip ertmė, kurioje išlydytas plastikas įgauna formą. Jos konstrukcija tiesiogiai veikia galutinio produkto kokybę ir konsistenciją.Geriausia liejimo formų projektavimo praktikapabrėžia vienodą sienelės storį, kad būtų išvengta defektų, tokių kaip deformacija ir įdubimai aušinimo metu. Sklandūs perėjimai tarp skirtingų storių, pasiekiami naudojant nuožulas arba užapvalinimus, dar labiau padidina konstrukcijos vientisumą.
- Tinkamas sienelės storis padeda išvengti tokių kosmetinių defektų kaip deformacija ir įdubimas.
- Konstrukcijos stiprumą galima pagerinti naudojant briaunas ir įdėklus, o ne didinant storį.
- Eksperimentų projektavimo (DOE) metodai padeda anksti nustatyti trūkumus, užtikrinant optimalų našumą ir patikimumą.
Sraigtinio tipo liejimo mašinoje formos tikslumas užtikrina, kad būtų galima sukurti sudėtingus dizainus ir gauti griežtus nuokrypius. Dėl šios savybės ji idealiai tinka sudėtingų detalių gamybai, užtikrinant pastovią kokybę.
Plokštelės
Formos plokštelės yra didelės, plokščios plokštės, kurios laiko formą vietoje ir tolygiai paskirsto prispaudimo jėgą. Jų konstrukcija ir konstrukcinis vientisumas yra gyvybiškai svarbūs norint išlaikyti formos lygiavimą ir užtikrinti vienodą slėgį įpurškimo proceso metu. Pagrindiniai techniniai parametrai, darantys įtaką formos plokštelės efektyvumui, yra svorio smūgis, laikomoji galia ir konstrukcijos optimizavimas.
| Parametras | Poveikis pelėsių lygiavimui |
|---|---|
| Svorio poveikis | Sudaro beveik 70 % viso mašinos svorio, o tai turi įtakos stabilumui ir suvedimui. |
| Ekonominė reikšmė | Optimizuotas dizainas sumažina žaliavų sunaudojimą, padidindamas sąnaudų efektyvumą. |
| Veiklos poveikis | Užtikrina tinkamą liejimo formos išlygiavimą ir tolygų slėgio pasiskirstymą, o tai labai svarbu aukštos kokybės gamybai. |
| Struktūrinis optimizavimas | Pagerina dydį, formą ir medžiagų pasiskirstymą, kad būtų geriau suderinta. |
| Apkrovos pajėgumas | Pagerina patvarumą ir padeda formuoti formą esant eksploatacinėms apkrovoms. |
Sraigtinio tipo liejimo mašinoje plokštės prisideda prie mašinos gebėjimo gaminti detales su dideliu matmenų tikslumu. Jų tvirta konstrukcija užtikrina ilgaamžiškumą ir pastovų našumą net ir esant didelėms prispaudimo jėgoms.
Variklio pavara
Variklio pavara maitina prispaudimo mechanizmą, leidžiantį tiksliai atidaryti ir uždaryti formą. Ji atlieka labai svarbų vaidmenį palaikant prispaudimo proceso greitį ir tikslumą.Šiuolaikinės variklio pavaros, ypač visiškai elektrinėse mašinose, suteikia patobulintą prispaudimo jėgos ir padėties valdymą. Šis tikslumas sumažina formos susidėvėjimą ir sutrumpina ciklo laiką, taip pagerindamas bendrą efektyvumą.
Energiją taupantys varikliai taip pat prisideda prie sąnaudų taupymo ir tvarumo. Optimizuodami energijos suvartojimą, jie atitinka šiuolaikines gamybos praktikas, kuriose pirmenybė teikiama aplinkosaugai. Sraigtinio tipo liejimo mašinoje variklio pavara užtikrina sklandų veikimą, palaikydama greitą gamybą nepakenkdama kokybei.
Patarimas:Reguliarus variklio pavaros techninis aptarnavimas gali pailginti jo tarnavimo laiką ir išvengti netikėtų prastovų, užtikrinant nepertraukiamą gamybą.
Tvirtinimo ir liejimo įrenginiai yra inžinerijos ir tikslumo sinergijos pavyzdys plastiko liejimo mašinose. Jų konstrukcija ir funkcionalumas tiesiogiai veikia mašinos gebėjimą efektyviai ir patikimai gaminti aukštos kokybės detales.
Šildymo ir temperatūros valdymo sistemos
Efektyvios šildymo ir temperatūros kontrolės sistemos yra būtinos norint išlaikyti plastiko liejimo procesų kokybę ir nuoseklumą. Šios sistemos užtikrina, kad plastikinė medžiaga pasiektų tinkamą lydymosi temperatūrą ir kad formos temperatūra išliktų stabili viso ciklo metu.
Statinių šildytuvai
Statinių šildytuvaiatlieka svarbų vaidmenį lydant plastiko granules iki optimalios temperatūros. Jie naudoja kelias kaitinimo zonas, kad būtų pasiektas tikslus temperatūros valdymas, kuris yra gyvybiškai svarbus vienodai lydalo kokybei. Efektyvus temperatūros valdymas padidina energijos vartojimo efektyvumą ir pagerina liejamų detalių paviršiaus apdailą.
- Tinkamas statinės temperatūros valdymas apsaugo nuo medžiagos degradacijos, ypač ilgo buvimo joje metu.
- Palaikant maždaug 490 °F tikslinę lydymosi temperatūrą, užtikrinamas pastovus medžiagos srautas ir sumažinamas defektų skaičius.
- Temperatūros svyravimai gali neigiamai paveikti produkto kokybę, todėl būtina atidžiai stebėti.
Pažangiuose statinių dizainuose dažnai naudojami energiją taupantys kaitinimo elementai, kurie sumažina eksploatavimo išlaidas ir išlaiko aukštą našumą. Šios savybės atitinka šiuolaikinę gamybos praktiką, kurioje pirmenybė teikiama tvarumui ir efektyvumui.
Pelėsių šildytuvai
Liejimo formos šildytuvai reguliuoja formos temperatūrą, užtikrindami pastovią detalės kokybę ir sutrumpindami ciklo laiką. Liejimo formos medžiagos storis daro didelę įtaką šilumos perdavimo greičiui. Storesnės sekcijos ilgiau išlaiko šilumą, o plonesnės sekcijos greičiau atvėsta. Liejimo formos šildytuvo nustatymų reguliavimas pagal medžiagos storį apsaugo nuo tokių problemų kaip deformacija ir užtikrina tolygų temperatūros pasiskirstymą.
Moksliniai liejimo metodai dar labiau optimizuoja liejimo formų šildytuvų našumą. Šie metodai sutrumpina paleidimo laiką, sumažina atliekų kiekį ir pagerina proceso nuoseklumą. Palaikydami tikslią liejimo formų temperatūrą, gamintojai pasiekia didesnį pelningumą ir efektyvumą.
Temperatūros kontrolės mechanizmas
Thetemperatūros reguliavimo mechanizmasužtikrina stabilumą ir tikslumą liejimo proceso metu. Pažangios strategijos, tokios kaip profesionalus reguliuojamas neapibrėžtas valdymas, sujungia tradicinį PID valdymą su neapibrėžta logika, siekiant optimizuoti cilindro temperatūrą. Šis metodas sumažina viršijimą ir svyravimus, pagerindamas bendrą sistemos našumą.
| Kontrolės strategija | Aprašymas |
|---|---|
| Ekspertų reguliuojamas neapibrėžtas valdymas | Apjungia ekspertinį, neapibrėžtąjį ir PID valdymą, kad būtų užtikrintas didesnis stabilumas ir tikslumas. |
| PID valdymas | Tradicinis metodas, linkęs į viršįtampius ir svyravimus. |
| Modelio nuspėjamoji kontrolė | Seka įpurškimo greitį, pagerindamas liejimo procesų tikslumą. |
Mašininio mokymosi modeliai, tokie kaip atsitiktinių miškų algoritmai, taip pat prisideda prie energijos vartojimo efektyvumo, nustatydami pagrindinius energijos suvartojimą įtakojančius veiksnius. Šios inovacijos leidžia gamintojams subalansuoti energijos suvartojimą su detalių kokybe, dar labiau padidindamos liejimo operacijų tvarumą.
Hidrauliniai ir valdymo blokai
Hidrauliniai ir valdymo blokai yra esminiai plastiko liejimo mašinos komponentai. Šios sistemos veikia kartu, kad užtikrintų tikslų veikimą, efektyvų našumą ir...pastovi produkto kokybė.
Hidraulinė sistema
Hidraulinė sistema valdo įpurškimo ir prispaudimo mechanizmų judėjimą. Ji generuoja jėgą, reikalingą išlydytam plastikui įpurkšti į formą ir palaikyti prispaudimo slėgį liejimo proceso metu. Hidrauliniai siurbliai, vožtuvai ir cilindrai sudaro šios sistemos pagrindą, užtikrinantį kontroliuojamą ir patikimą veikimą.
Šiuolaikinės hidraulinės sistemos naudoja pažangias technologijas,padidinti efektyvumąKintamo tūrio siurbliai reguliuoja srautą pagal mašinos eksploatacinius poreikius, taip sumažindami energijos suvartojimą. Be to, proporciniai vožtuvai užtikrina tikslų slėgio ir srauto valdymą, užtikrindami sklandų ir tikslų judėjimą. Šios savybės prisideda prie mašinos gebėjimo gaminti aukštos kokybės detales su minimaliomis atliekomis.
Patarimas:Reguliarus hidraulinių komponentų techninis aptarnavimas, pavyzdžiui, nuotėkių tikrinimas ir alyvos kokybės stebėjimas, gali pailginti sistemos tarnavimo laiką ir išvengti prastovų.
Valdymo skydas
Valdymo skydas veikia kaip liejimo mašinos smegenys. Jis stebi ir reguliuoja visas mašinos funkcijas, užtikrindamas optimalų našumą. Valdymo skydas, aprūpintas jutikliais, renka realaus laiko duomenis apie svarbiausius parametrus, tokius kaip temperatūra, slėgis ir padėtis. Pavyzdžiui:
- Jutikliai matuoja ir teikia grįžtamąjį ryšį apie temperatūrą ir slėgį.
- Žiedinės membranos jutikliai užtikrina tikslius padėties matavimus naudojant deformacijos matuoklio ląsteles.
Į valdymo skydelį integruoti mašininio mokymosi modeliai dar labiau išplečia jo galimybes. Šie modeliai prognozuoja detalių kokybės parametrus, tokius kaip takumo įtempis ir modulis, optimizuodami proceso nustatymus, kad rezultatai būtų nuoseklūs. Eksperimentiniai duomenys patvirtina šiuos modelius, palygindami prognozuojamas vertes su faktiniais rezultatais, patvirtindami jų veiksmingumą gerinant gamybos efektyvumą.
Hidrauliniai ir valdymo blokai iliustruoja mechaninių ir skaitmeninių technologijų sinergiją, užtikrindami tikslumą ir patikimumą plastiko liejimo mašinose.
Maitinimo ir išstūmimo mechanizmai
Maitinimo blokas
Themaitinimo blokasužtikrina nuolatinį žaliavos plastiko tiekimą į liejimo mašiną. Paprastai jį sudaro bunkeris ir padavimo sraigtas. Bunkeris kaupia plastiko granules ir nukreipia jas į cilindrą, kur medžiaga lydosi. Gravitacija ir kontroliuojamos vibracijos užtikrina sklandų granulių srautą, užkertant kelią užsikimšimams ar pertraukimams gamybos metu.
Šiuolaikiniai padavimo įrenginiai dažnai turi pažangių funkcijų, tokių kaip medžiagų džiovinimo sistemos. Šios sistemos pašalina drėgmę iš granulių, o tai yra labai svarbu norint išlaikyti lydalo kokybę ir išvengti galutinio produkto defektų. Be to, automatizuoti padavimo mechanizmai padidina efektyvumą, sinchronizuodami medžiagų tiekimą su mašinos veikimo greičiu. Ši sinchronizacija sumažina medžiagų švaistymą ir užtikrina nepertraukiamus gamybos ciklus.
Išmetimo blokas
Theišmetimo įrenginysatlieka gyvybiškai svarbų vaidmenį išimant atvėsusią lietą detalę iš formos ertmės. Jame naudojami išmetimo kaiščiai, plokštelės arba oro srovės, kad būtų galima išleisti gatavą gaminį jo nepažeidžiant. Tikslus išmetimo laikas ir jėga yra būtini norint išlaikyti lietos detalės vientisumą ir išvengti tokių defektų kaip deformacija ar įtrūkimai.
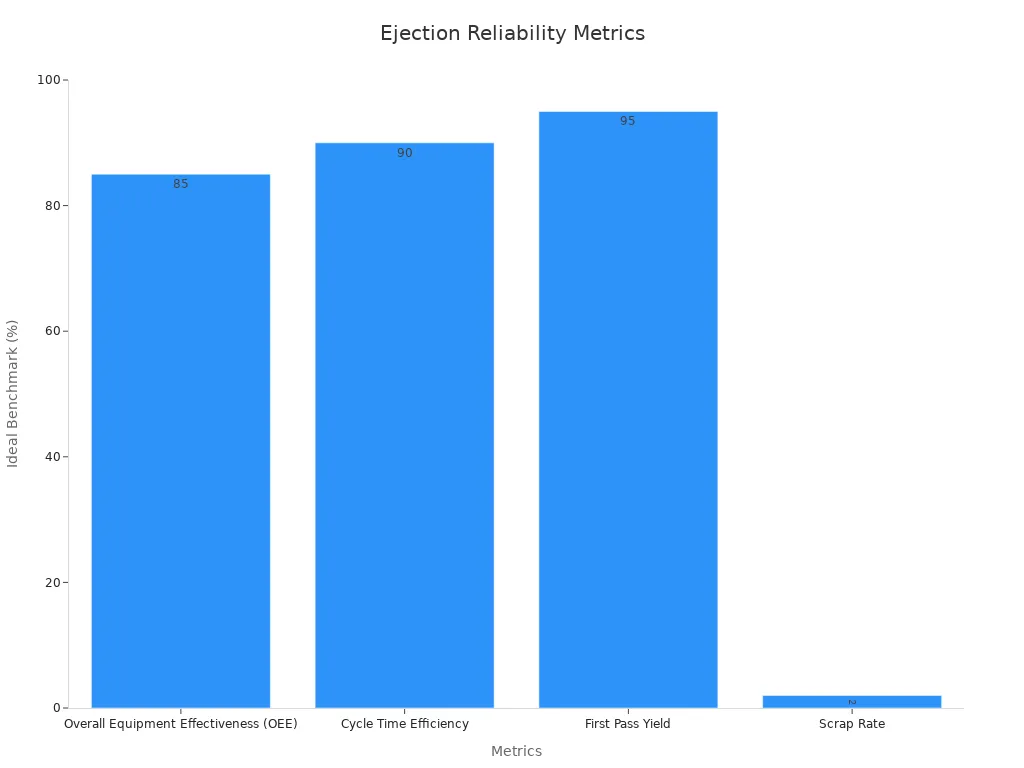
Patikimi išmetimo įrenginiai žymiai sumažina gamybos ciklo prastovas. Tokie rodikliai kaip bendras įrangos efektyvumas (OEE), ciklo trukmės efektyvumas ir pirmojo praėjimo našumas (FPY) patvirtina jų našumą. Pavyzdžiui:
| Metrika | Aprašymas | Idealus etalonas |
|---|---|---|
| Bendras įrangos efektyvumas (OEE) | Matuoja gamybos efektyvumą; apskaičiuojamas pagal prieinamumą, našumą ir kokybę. | ~85% |
| Ciklo laiko efektyvumas | Seka vieno gamybos ciklo užbaigimo laiką; trumpesnis laikas padidina našumą. | 90 % ar daugiau |
| Pirmojo praėjimo išeiga (FPY) | Teisingai iš pirmo karto pagamintų produktų procentinė dalis; didelės vertės rodo efektyvius procesus. | >95% |
| Atliekų norma | Atmestų medžiagų procentinė dalis; mažesni tarifai didina pelningumą. | <2% |
Pažangios išmetimo sistemos integruoja jutiklius, kurie dinamiškai stebi ir reguliuoja išmetimo jėgą. Šios inovacijos užtikrina pastovią detalės kokybę, tuo pačiu sumažinant formos ir mašinos komponentų susidėvėjimą. Reguliarus išmetimo įrenginio techninis aptarnavimas dar labiau padidina jo patikimumą ir pailgina eksploatavimo laiką.
Plastiko liejimo mašina sujungia pažangius komponentus, kad užtikrintų išskirtinį našumą. Kiekviena dalis prisideda prie gamybos efektyvumo, kokybės ir patikimumo. Šių sistemų įvaldymas užtikrina optimalius rezultatus.
| Metrika | Aprašymas |
|---|---|
| Gamybos efektyvumas | Atspindi, kaip efektyviai žaliavos paverčiamos galutiniais produktais. |
| Atliekų norma | Nurodo produkcijos, kuri neatitinka kokybės standartų, procentą. |
| Mašinos prastovos | Įtakoja gamybos efektyvumą ir veiklos sąnaudas, o tai yra labai svarbu pelningumui. |
Šių rodiklių supratimas pabrėžia įrenginio vaidmenį siekiant nuoseklaus, aukštos kokybės produkcijos.
DUK
1. Kokias medžiagas galima naudoti plastiko liejimo mašinose?
Plastiko liejimo mašinos apdoroja termoplastus, tokius kaip ABS, polipropilenas ir nailonas. Jos taip pat apdoroja inžinerinius plastikus, tokius kaip polikarbonatas ir PEEK.
2. Kaip temperatūros kontrolė veikia produkto kokybę?
Tikslus temperatūros valdymas užtikrina vienodą lydalo kokybę, sumažina defektus ir padidina matmenų tikslumą. Tai apsaugo nuo medžiagos degradacijos ilgų apdorojimo ciklų metu.
3. Kokios priežiūros praktikos pagerina mašinos našumą?
Reguliarus tepimas, hidraulinės sistemos patikra ir padavimo įrenginių valymas apsaugo nuo susidėvėjimo ir prastovų. Stebėjimo jutikliai užtikrina nuoseklų veikimą ir pailgina mašinos tarnavimo laiką.
Įrašo laikas: 2025 m. gegužės 28 d.