

Matau, kaipVieno sraigto statinėstransformuoti plastiko perdirbimą. Kai naudoju viengubo sraigto cilindrą perdirbimo granuliavimui, pastebiu geresnę lydalo kokybę, tolygesnį maišymą ir mažesnį nusidėvėjimą. ManoPlastikinis ekstruderis plastiko perdirbimuiveikia sklandžiau. Dėl tikslios temperatūros ir sraigto greičio manoEkstruderis plastiko perdirbimuiPasiekia didesnį našumą ir granulių kokybę.
- Lydymosi srautas
- Sraigto greitis
- Statinės temperatūra
- Šlyties įtempių valdymas
Pagrindiniai efektyvumo skatinimo mechanizmai

Patobulinta lydalo homogenizacija
Kai naudoju savo perdirbimo ekstruderį, daugiausia dėmesio skiriu vienodam lydymui. Lydymo homogenizavimas reiškia kruopštų plastiko maišymą lydymosi metu, kad kiekviena granulė būtų vienodos kokybės. Išmokau, kadlydalo temperatūros ir srauto valdymasyra būtina. Tokių plastikų kaip nailonas ir polipropilenas tyrimai rodo, kad kai lydalas yra vienodas, gaunamos geresnės kokybės perdirbtos granulės. Jei lydalas nėra vienodas, perdirbtas plastikas gali tapti silpnas arba trapus.
Matau granulių kokybės skirtumą, kai naudoju geresniam maišymui skirtą viensraigtį. Pavyzdžiui, lydalo būsenos šlyties homogenizacijos tyrimai rodo, kad didelio šlyties maišymas viensraigtėse statinėse pagerina perdirbto plastiko fizinį ir terminį vienodumą. Šis procesas sumažina teršalų kiekį ir pakeičia polimero struktūrą taip, kad būtų lengviau atlikti tolesnius perdirbimo etapus. Pastebėjau, kad mano perdirbtos granulės turi mažiau defektų ir geresnes eksploatacines savybes, kai lydalas yra homogeniškas.
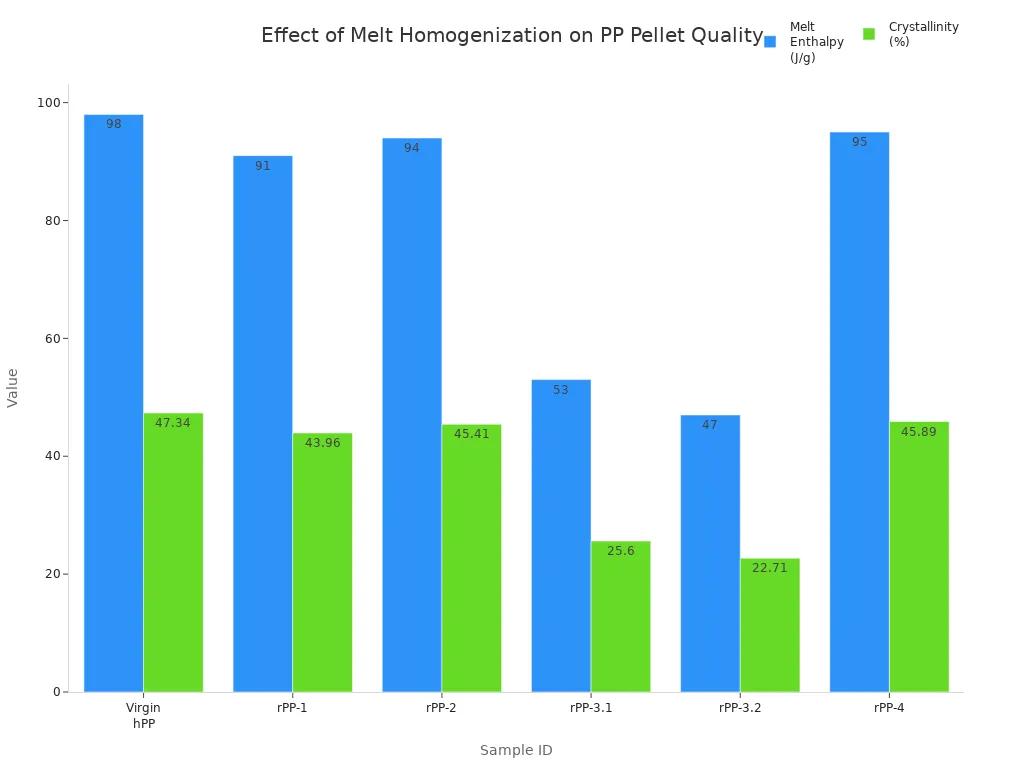
Skaičiai patvirtina tai, ką matau savo dirbtuvėse. Kai lyginu perdirbto polipropileno mėginius, tie, kurių kristališkumas ir lydymosi entalpija yra didesni, atrodo ir veikia labiau kaip grynas plastikas. Štai lentelė, kurioje parodyta, kaip skirtingos apdorojimo sąlygos veikia granulių kokybę:
| Pavyzdžio ID | Lydymosi entalpija (J/g) | Kristališkumas (%) |
|---|---|---|
| Pirminis homopolimeras PP (hPP) | 98 | 47,34 |
| Perdirbtas PP-1 (rPP-1) | 91 | 43,96 |
| Perdirbtas PP-2 (rPP-2) | 94 | 45,41 |
| Perdirbtas PP-3.1 (rPP-3.1) | 53 | 25,60 |
| Perdirbtas PP-3.2 (rPP-3.2) | 47 | 22,71 |
| Perdirbtas PP-4 (rPP-4) | 95 | 45,89 |
Visada siekiu tokių rezultatų kaip rPP-1, rPP-2 ir rPP-4, kurie yra artimi gryno PP. Mažesnės vertės, tokios kaip rPP-3.1 ir rPP-3.2, rodo, kad lydalas nebuvo gerai sumaišytas arba buvo užterštas.
Kai kontroliuoju lydalo tekėjimą ir maišymą, taip pat matau geresnes galutinio produkto mechanines savybes. Mano perdirbtos granulės tempiasi ir laikosi beveik taip pat gerai, kaip naujas plastikas, todėl galiu jas naudoti sudėtingesnėse srityse.
Optimizuota sraigto geometrija
Sraigto forma ir konstrukcija mano ekstruderio viduje daro didelę įtaką. Išbandžiau skirtingas sraigtų geometrijas ir pastebėjau, kaip jos veikia energijos suvartojimą, lydalo kokybę ir produkciją. Kai naudoju tinkamos geometrijos sraigtą, maišymas tampa tolygesnis ir našumas didesnis. Taip pat sunaudoju mažiau energijos, o tai taupo pinigus ir sumažina įrangos nusidėvėjimą.
- Sraigto geometrija turi įtakos tam, kiek energijos man reikia ir kokia stabili išlieka lydalo temperatūra..
- Didinant sraigto greitį galima sumažinti energijos suvartojimą, tačiau sraigto konstrukcija turi atitikti medžiagą.
- Barjeriniai sraigtai ir maišymo elementai padeda palaikyti vienodą lydalo temperatūrą ir pagerinti maišymą.
- Kai kurie sraigtų dizainai leidžia man greičiau valdyti ekstruderį neprarandant kokybės.
- Tinkama sraigto geometrija suderina energijos vartojimo efektyvumą su dideliu našumu ir gera lydalo kokybe.
Pastebėjau, kad barjeriniai sraigtai, kurie atskiria kietą ir išlydytą plastiką, leidžia man dirbti didesniu greičiu ir gauti didesnį našumą. Tačiau turiu stebėti pralaidumą, kad lydalas būtų vienodas. Maišymo elementai, tokie kaip Maddock šlyties sekcija, užtikrina geresnę homogenizaciją, o tai reiškia, kad mano granulėse yra mažiau defektų.
Pateikiame trumpą varžtų tipų ir jų poveikio palyginimą:
| Sraigtinė geometrija | Maišymo konsistencija (homogeniškumas) | Pralaidumas | Pastabos |
|---|---|---|---|
| Barjeriniai varžtai | Gerai veikia dideliu našumu, reikia atidžiai kontroliuoti | Aukštas | Geriausia didelėms partijoms, stebėkite netolygų maišymą labai dideliu greičiu |
| Trijų sekcijų varžtai | Stabilus, bet mažesnis pralaidumas | Vidutinis | Tinka stabiliai gamybai, mažiau lankstus |
| Maišymo elementai | Puikus homogenizavimas | Skiriasi | Maddocko žirklės užtikrina geriausią maišymą, ypač su kietais plastikais |
Visada renkuosi sraigto geometriją, kuri atitinka perdirbamo plastiko tipą. Taip gaunu geriausią greičio, kokybės ir energijos suvartojimo pusiausvyrą.
Pažangios statinių medžiagos
Sraigtinio cilindro medžiaga yra tokia pat svarbi, kaip ir jo konstrukcija. Aš naudoju cilindrus, pagamintus iš aukštos kokybės legiruotojo plieno, pavyzdžiui, 38CrMoAl, kurie pasižymi tvirtumu ir tvirtumu. Kai naudoju cilindrus su nitriduotais paviršiais, matau didelį kietumo šuolį. Tai reiškia, kad mano įranga tarnauja ilgiau, net ir apdorojant abrazyvinius ar užterštus plastikus.
- Legiruoti plienai, tokie kaip 38CrMoAlA ir AISI 4140, suteikia man reikiamą patvarumą.
- Miltelinės metalurgijos plienai pasižymi dar geresniu atsparumu dilimui ir korozijai.
- Nitrido apdorojimas padidina paviršiaus kietumą, dažnai pasiekdamas HV900 ar daugiau.
- Bimetalinės dangos, tokios kaip volframo karbidas, apsaugo nuo abrazyvinių užpildų.
- Chromavimas suteikia papildomą apsaugos sluoksnį nuo rūdžių ir nusidėvėjimo.
Pastebėjau, kad naudodamas statines su šiomis pažangiomis medžiagomis ir dangomis, priežiūrai sugaištu mažiau laiko ir pinigų. Mano ekstruderis veikia ilgiau tarp aptarnavimo intervalų, todėl man nereikia tiek nerimauti dėl gedimų. Šis patikimumas leidžia man sutelkti dėmesį į aukštos kokybės perdirbtų granulių gamybą.
Patarimas:Visada suderinkitestatinės medžiagapriklausomai nuo apdorojamų plastikų rūšių ir priedų. Tvirtesnės medžiagos ir dangos atsiperka, kai tvarkomos abrazyvinės arba mišrios plastiko atliekos.
Derindamas patobulintą lydalo homogenizavimą, optimizuotą sraigto geometriją ir pažangias cilindrines medžiagas, pasiekiu didesnį efektyvumą ir geresnius rezultatus plastiko perdirbimo operacijoje. Šie mechanizmai veikia kartu, kad užtikrintų pastovią kokybę, didesnį našumą ir mažesnes sąnaudas.
Dažniausiai pasitaikančių perdirbimo iššūkių sprendimas
Taršos ir kintamų žaliavų problemos sprendimas
Vykdydamas perdirbimo veiklą, kasdien susiduriu su nenuspėjama žaliava. Kai kuriose partijose yra švaraus, vienodo plastiko. Kitos atkeliauja sumaišytos su purvu, metalu ar drėgme. Žinau, kad netaisyklingos formos sumaltos dalelės turi mažesnį tūrinį tankį nei grynos granulės. Tai sumažina našumą ir apsunkina mano ekstruderio darbą. Jei neišspręsiu šių problemų, lydymosi temperatūra pakyla, o granulių kokybė pablogėja.
Šiuos iššūkius įveikiau naudodamasis vienu sraigtu pagamintu cilindru. Optimizuota padavimo zonos geometrija, ypač padidintos padavimo kišenės, pagerina padavimą ir kietųjų dalelių transportavimą. Ši konstrukcija apsaugo nuo medžiagos sąstingio ir palaiko stabilų srautą. Pastebėjau, kad mano ekstruderis išlaiko lydalo kokybę net ir apdorojant mišrius ar užterštus plastikus.
Štai pagrindiniai iššūkiai, su kuriais susiduriu perdirbdamas plastiką:
- Netaisyklingos šlifavimo formos ir mažas tūrinis tankis
- Sumažintas pralaidumas ir efektyvumas
- Aukštesnė lydymosi temperatūra ir siauri apdorojimo langai
- Užteršimas ir medžiagų degradacija
- Apdorojimo kintamumas naudojant mišrius plastikus
Mano viengubo sraigto cilindras padeda man įveikti šias problemas. Matau geresnį padavimo efektyvumą, pastovų medžiagų srautą ir mažesnes energijos sąnaudas. Ši technologija leidžia man apdoroti platesnį perdirbto plastiko asortimentą neprarandant kokybės.
Dažnai lyginu viensraigčius ekstruderius su dvisraigčiais ekstruderiais. Dvisraigčiai įrenginiai puikiai maišo ir šalina dujas, tačiau jiems sunku susidoroti su dideliu slėgiu ir užterštumu. Vienaragiai ekstruderiai, tokie kaip mano, geriau susidoroja su filtravimo reikalaujančiu perdirbimu ir geriau toleruoja teršalus. Pateikiame trumpą palyginimą:
| Funkcija | Vieno sraigto ekstruderis | Dvigubo sraigto ekstruderis |
|---|---|---|
| Maišymo efektyvumas | Vidutinis maišymas, ribotas homogenizavimas | Puikus maišymas, intensyvus paskirstymas / dispersinis poveikis |
| Temperatūros vienodumas | Vidutinio stiprumo, linkęs į karštus/šaltus taškus | Labai vienodas lydymosi temperatūros pasiskirstymas |
| Išvesties stabilumas | Gerai, gali pulsuoti | Pastovus, stabilus našumas |
| Medžiagų universalumas | Geriausiai tinka homogeninėms, pirminėms medžiagoms | Tvarko priedus, mišinius, užterštas žaliavas |
| Degazavimo galimybė | Ribotas arba jo nėra | Aukštas, su vakuuminėmis angomis ir ventiliacijos zonomis |
| Idealus naudojimo atvejis | Mažos apimties, grynas pirminis ABS | Pramoninio masto, specialus, spalvotas, perdirbtas ABS |
Renkuosi vienašaknius cilindrus dėl jų aukšto slėgio ir geresnio atsparumo teršalams. Šis sprendimas padeda išvengti brangaus remonto ir užtikrina sklandų perdirbimo linijos veikimą.
Abrazyvinių medžiagų dilimo mažinimas
Abrazyviniai plastikai ir užpildai, tokie kaip stiklo pluoštas, talkas ir kalcio karbonatas, kelia didelį iššūkį mano gamykloje. Šios medžiagos greitai susidėvi varžtus ir cilindrus. Anksčiau dažnai keisdavau komponentus, o tai pailgindavo prastovas ir išlaidas.
Dabar naudoju viensraigčius cilindrus su pažangiu paviršiaus apdorojimu ir dangomis. Mano cilindras turi nitriduotą paviršių ir bimetalinio lydinio sluoksnius. Šie patobulinimai padidina kietumą ir atsparumą dilimui. Pastebiu didelį patvarumo skirtumą. Mano įranga tarnauja ilgiau, net ir apdorojant kietus, abrazyvinius plastikus.
Pagrindinės konstrukcijos ypatybės, kurios padeda sumažinti nusidėvėjimą, yra šios:
- Optimizuota sraigto geometrija, siekiant išvengti slėgio šuolių ir lydalo turbulencijos
- Atsparių dilimui medžiagų ir specializuotų dangų pasirinkimas
- Individualus dizainas konkrečioms žaliavoms ir užpildams
- Tikslus apdirbimas, užtikrinantis lygų paviršių
- Modeliavimo programinė įranga lydalo slėgio pasiskirstymui suprasti
Aš sužinojau, kaddidžiausias susidėvėjimas vyksta šalia perėjimo sekcijos, kur kietosios dalelės pleištuojasi ir slėgis kyla. Pasirinkdamas tinkamas medžiagas ir dangas, ašsumažinti nusidėvėjimą iki 60 %Reguliarus didelio susidėvėjimo zonų, tokių kaip padavimo ir išleidimo sritys, patikrinimas ir priežiūra padeda palaikyti mano ekstruderį geriausios būklės.
Patarimas:Aš visada derinu savo sraigtinio cilindro konstrukciją prie apdorojamų plastikų ir užpildų. Toks metodas prailgina įrangos tarnavimo laiką ir pagerina gamybos efektyvumą.
Proceso stabilumo ir produkcijos nuoseklumo gerinimas
Stabilus apdorojimas yra būtinas norint pagaminti aukštos kokybės perdirbtas granules. Prieš pradėdamas naudoti vieno sraigto statinės technologiją, susidūriau su srauto svyravimais, lydymosi nestabilumu ir prastu kietųjų dalelių transportavimu. Dėl šių problemų sumažėjo gamybos tempai, padidėjo atliekų kiekis ir padidėjo darbo sąnaudos.
Naudodamas savo JT viensraigtį cilindrą, pasiekiu stabilų lydalo srautą ir pastovų našumą. Pažangios valdymo sistemos, įskaitant jutiklius ir loginius valdiklius, padeda man palaikyti pastovią temperatūrą ir slėgį. Atidžiai stebiu proceso sąlygas, kad išvengčiau svyravimų, kurie galėtų destabilizuoti operaciją.
Aš naudojubimetaliniai lydiniai ir pažangios dangossiekiant padidinti atsparumą dilimui ir korozijai. Šios savybės yra labai svarbios apdorojant abrazyvinius arba perdirbtus plastikus. Stabilios proceso sąlygos apsaugo nuo produkto savybių kitimo ir sumažina atliekas.
Štai veiksmai, kurių imuosi, kad išlaikyčiau proceso stabilumą:
- Reguliarus susidėvėjusių varžtų ir cilindrų prižiūrėjimas ir savalaikis keitimas
- Temperatūros ir slėgio stebėjimas naudojant pažangias valdymo sistemas
- Naudojant individualiai pritaikytus sraigtų profilius, siekiant geresnio lydalo homogeniškumo ir maišymo
- Didelio susidėvėjimo zonų tikrinimas siekiant sumažinti netikėtas prastovas
Tyrimai rodo, kad optimizavus sraigto greitį ir temperatūros zonas, padidėja našumas ir pagerėja perdirbimo galimybės. Mažesnis sraigto greitis padidina sukimo momentą ir sumažina mechaninę energiją, todėl padidėja efektyvumas ir pastovesnis našumas. Užfiksavau, kad optimizavęs sraigto cilindro konstrukciją, našumas padidėjo 18–36 %.
Pastaba:Nuolatinė patikra ir prognozinė priežiūra prailgina įrangos tarnavimo laiką ir pagerina bendrą proceso stabilumą mano perdirbimo operacijoje.
Spręsdamas užterštumo, nusidėvėjimo ir proceso stabilumo problemas, mano viengubo sraigto cilindras padeda man tiekti patikimas, aukštos kokybės perdirbtas granules. Užtikrintai ir efektyviai atitinku šiuolaikinio perdirbimo reikalavimus.
Vieno sraigto statinė granuliavimui perdirbti: realaus pasaulio rezultatai

Padidėjęs našumas ir kokybė
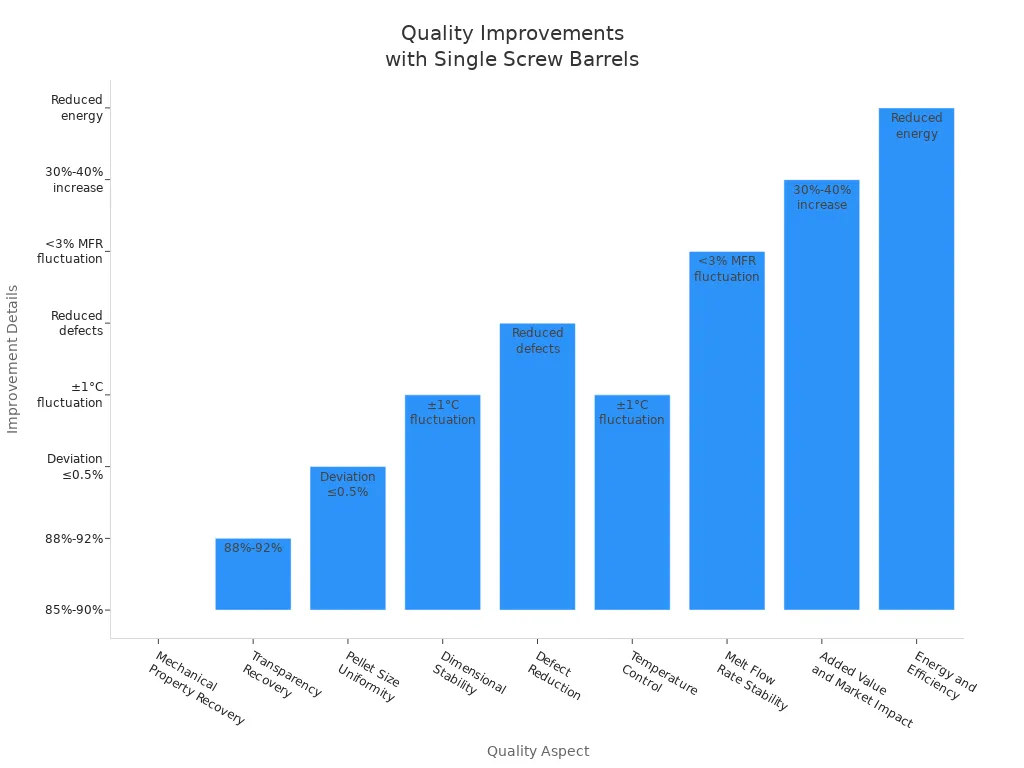
Kai perdirbamoms granulėms perėjau prie vieno sraigto cilindro, pastebėjau aiškų tiek našumo, tiek granulių kokybės padidėjimą. Mano perdirbtos granulės dabar pasižymi geresniu mechaniniu stiprumu ir skaidrumu. Galiu tiksliau kontroliuoti granulių dydį, o tai padeda man patenkinti griežtus klientų reikalavimus. Pažangus temperatūros valdymas palaiko pastovų lydalo tekėjimą, todėl gaunama mažiau defektų ir vienodesnės granulės.
| Kokybės aspektas | Patobulinimo detalės |
|---|---|
| Mechaninio turto atkūrimas | 85–90 % panaudojimo rodiklis, daug didesnis nei naudojant įprastą įrangą |
| Skaidrumo atkūrimas | 88–92 % atsigavimo rodiklis |
| Granulių dydžio vienodumas | Dydžio nuokrypis 0,5% ribose |
| Matmenų stabilumas | Vienoda temperatūra (±1 °C svyravimas) užtikrina stabilumą |
| Defektų mažinimas | Mažiau priemaišų ir defektų |
| Temperatūros kontrolė | Penkių pakopų valdymas, ±1 °C svyravimas |
| Lydymosi greičio stabilumas | Gamintojo kainos svyravimas mažesnis nei 3 % |
| Pridėtinė vertė ir poveikis rinkai | 30–40 % pridėtinės vertės padidėjimas |
| Energija ir efektyvumas | Mažesnis energijos suvartojimas, didesnis efektyvumas |
Mažesnis priežiūros ir prastovų laikas
Išmokau, kad reguliari priežiūra užtikrina sklandų mano viensraigčio cilindro, skirto granuliavimui perdirbti, veikimą. Laikausi griežto priežiūros grafiko ir kiekvieną savaitę apžiūriu cilindrą. Visada palaikau pastovią temperatūrą ir sraigto greitį, kad išvengčiau mašinos apkrovos. Švari, rūšiuota plastikinė žaliava padeda išvengti teršalų daromos žalos. Valau ir sutepu judančias dalis, kad išvengčiau rūdžių ir trinties. Kai pastebiu susidėvėjusias dalis, nedelsdamas jas pakeičiu. Renkuosi cilindrus, pagamintus iš tvirtų lydinių su specialiomis dangomis, pavyzdžiui, azotinimo, kad prailginčiau jų tarnavimo laiką.
- Savaitiniai statinių patikrinimaipalaikyti savo įrangą geriausios būklės.
- Tinkami temperatūros ir slėgio nustatymai apsaugo nuo nusidėvėjimo.
- Švari žaliava sumažina vidinius pažeidimus.
- Reguliarus valymas ir tepimas padeda išvengti gedimų.
- Proaktyvus dalių keitimas padeda išvengti netikėtų prastovų.
- Tvirti lydiniai ir dangos prailgina vamzdžio tarnavimo laiką.
Šių žingsnių laikančios gamyklos praneša apie trumpesnes prastovas ir mažesnes remonto išlaidas. Mano perdirbimo linija dabar veikia efektyviau ir patikimiau.
Atvejo analizė: JT vieno sraigto cilindras daugiasluoksnio plastiko perdirbime
Savo gamykloje įrengiau JT vieno sraigto cilindrą perdirbimo granuliavimui, kad galėčiau apdoroti įvairius plastikus, tokius kaip PE, PP ir PVC. Atsparios dilimui medžiagos, tokios kaip38CrMoAl ir volframo karbidas, prailgino statinės tarnavimo laiką. Dabar remontui ir keitimui išleidžiu mažiau. Mano gamybos linija retai sustoja, todėl laikausi pristatymo terminų. Nuolatinis JT vieno sraigto statinės, skirtos granuliavimui perdirbti, veikimas pagerino mano našumą ir sumažino išlaidas. Matau mažiau sutrikimų ir geresnius rezultatus.granulių kokybė, o tai padeda man išlikti konkurencingam rinkoje.
Matau, kaip viensraigčiai cilindrai išsprendžia pagrindines perdirbimo problemas. Mano patirtis rodo geresnę lydalo kokybę, maišymą ir proceso stabilumą. Naudodamas viensraigtį cilindrą granuliavimui perdirbti, pasiekiu didesnį efektyvumą ir patikimumą. Šie patobulinimai padeda užtikrinti švaresnes operacijas, mažesnes išlaidas ir patenkinti augančius pramonės poreikius dėl tvaraus plastiko perdirbimo.
DUK
Kokius plastikus galiu apdoroti su JT viensraigčiu cilindru?
Galiu apdoroti daugelį plastikų, įskaitant PE, PP, PS,PVC, PET, PC ir PA. Statinė prisitaiko prie įvairių medžiagų, kad būtų galima efektyviai perdirbti.
Kaip sumažinti sraigtinio cilindro susidėvėjimą?
Aš naudoju vamzdžius, pagamintus iš tvirtų lydinių su nitriduota arba bimetaline danga. Reguliarus valymas ir tinkamas nustatymas padeda prailginti vamzdžio tarnavimo laiką ir išlaikyti aukštą našumą.
Kodėl lydalo homogenizavimas yra svarbus perdirbant?
Lydalo homogenizavimas suteikia man vienodas granules. Matau mažiau defektų ir geresnį produkto stiprumą. Nuolatinis maišymas padeda man atitikti kokybės standartus ir klientų poreikius.

Įrašo laikas: 2025 m. rugpjūčio 21 d.