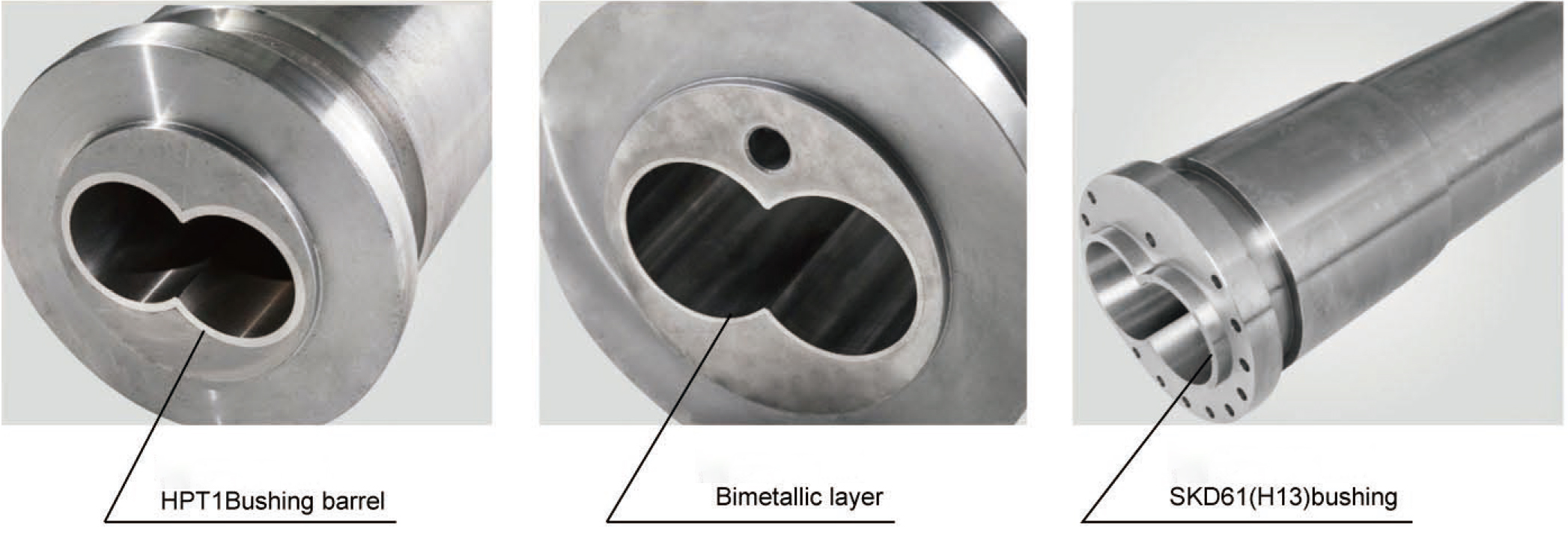
Kūginis dviejų sraigtų cilindras SPC grindims
| Modeliai | |||||||
| 45/90 | 45/100 | 51/105 | 55/110 | 58/124 | 60/125 | 65/120 | 65/132 |
| 68/143 | 75/150 | 80/143 | 80/156 | 80/172 | 92/188 | 105/210 | 110/220 |
1. Kietumas po grūdinimo ir atleidimo: HB280-320.
2. Nitriduotas kietumas: HV920-1000.
3. Nitriduoto korpuso gylis: 0,50–0,80 mm.
4. Nitriduotas trapumas: mažesnis nei 2 laipsnis.
5. Paviršiaus šiurkštumas: Ra 0,4.
6. Varžto tiesumas: 0,015 mm.
7. Paviršiaus chromavimo kietumas po azotinimo: ≥900HV.
8. Chromavimo gylis: 0,025–0,10 mm.
9. Lydinio kietumas: HRC50-65.
10. Lydinio gylis: 0,8–2,0 mm.

Sraigtinio cilindro pritaikymas SPC grindų dangų srityje turi keletą aspektų: Medžiagų maišymas: Sraigtinis cilindras yra vienas iš svarbių įrankių, skirtų SPC grindų dangoms reikalingų medžiagų gamybai. Jis maišo PVC medžiagą su kitais priedais (pvz., plastifikatoriais, stabilizatoriais ir kt.), kad sudarytų SPC grindų dangoms reikalingą kompozicinę medžiagą. Plastifikavimas: Sraigtinis cilindras naudoja aukštą temperatūrą ir mechaninę jėgą PVC medžiagai plastifikuoti.
Besisukančio sraigto dėka PVC medžiaga kaitinama ir maišoma cilindro viduje, kad ji suminkštėtų ir taptų plastiška vėlesniam formavimui. Išstūmimas: po plastifikavimo proceso sraigtinis cilindras, reguliuodamas sukimosi greitį ir slėgį, išstumia plastifikuotą medžiagą iš cilindro. Įranga, pvz., liejimo formomis ir presavimo voleliais, medžiaga formuojama į SPC grindų plokščių formą. Trumpai tariant, sraigtinių cilindrų naudojimas SPC grindų srityje daugiausia orientuotas į medžiagų maišymą, plastifikavimą ir išstūmimą. Tai yra pagrindinis SPC grindų gamybos įrankis, užtikrinantis, kad grindų medžiaga pasižymėtų reikiamomis eksploatacinėmis savybėmis ir kokybe.